- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Una dintre condițiile de turnare prin extrudare pentru PC -- analiza materialului
Raportul principal al materialelor PC/ABS de pe piață este că PC-ul reprezintă 60% până la 70%, iar ABS reprezintă 30% până la 40%. Diferitele proporții sunt în principal pentru a îmbunătăți fluiditatea topiturii, formabilitatea, electroplatabilitatea și aspectul PC-ului și pentru a îmbunătăți rezistența la căldură, rezistența la impact și rigiditatea produselor ABS. Dar în ceea ce privește obiectivul general de modificare, obținerea unei formabilitate bună, aspect și reducerea costului PC-ului sunt cele mai importante. PC/ABS, la fel ca PVC-U, este un material polimeric amorf, iar forma sa se schimbă cu temperatura, așa cum se arată în Figura 1, unde Tg reprezintă temperatura de tranziție sticloasă, Tf reprezintă temperatura de tranziție a fluidului vâscos, iar indicele 1 și 2 reprezintă Materiale PVC-U și PC/ABS. Se poate observa din Figura 1 că forma generală a celor două este similară cu temperatura, dar materialul PC/ABS are o temperatură de tranziție sticloasă relativ ridicată și o temperatură de tranziție a curgerii vâscoase.
Conform comparației parametrilor de performanță ai celor două materiale, densitatea și coeficientul de expansiune al celor două materiale sunt echivalente, iar rata de contracție nu este mult diferită. Cu excepția diferenței mari în temperatura de transformare a formei, există doar o anumită diferență în debitul de topire. Acest lucru arată că structura de turnare prin extrudare a materialului PC/ABS poate fi stabilită pe baza structurii de turnare prin extrudare PVC-U, dar din cauza diferenței unor parametri de performanță, structura de turnare prin extrudare nu poate fi complet aceeași, altfel va exista a Probleme de turnare în serie. De exemplu, debitul de topire al PC/ABS este mult mai mare decât cel al materialului PVC-U, ceea ce indică faptul că starea sa de curgere este mai bună în starea topit, astfel încât distanța dintre capul matriței de extrudare și matrița de modelare nu ar trebui să fie prea mare. mare, altfel paraisonul va intra în forma din capul matriței În timpul procesului de turnare, blocarea matriței poate apărea cu ușurință din cauza deformării excesive la îndoire.
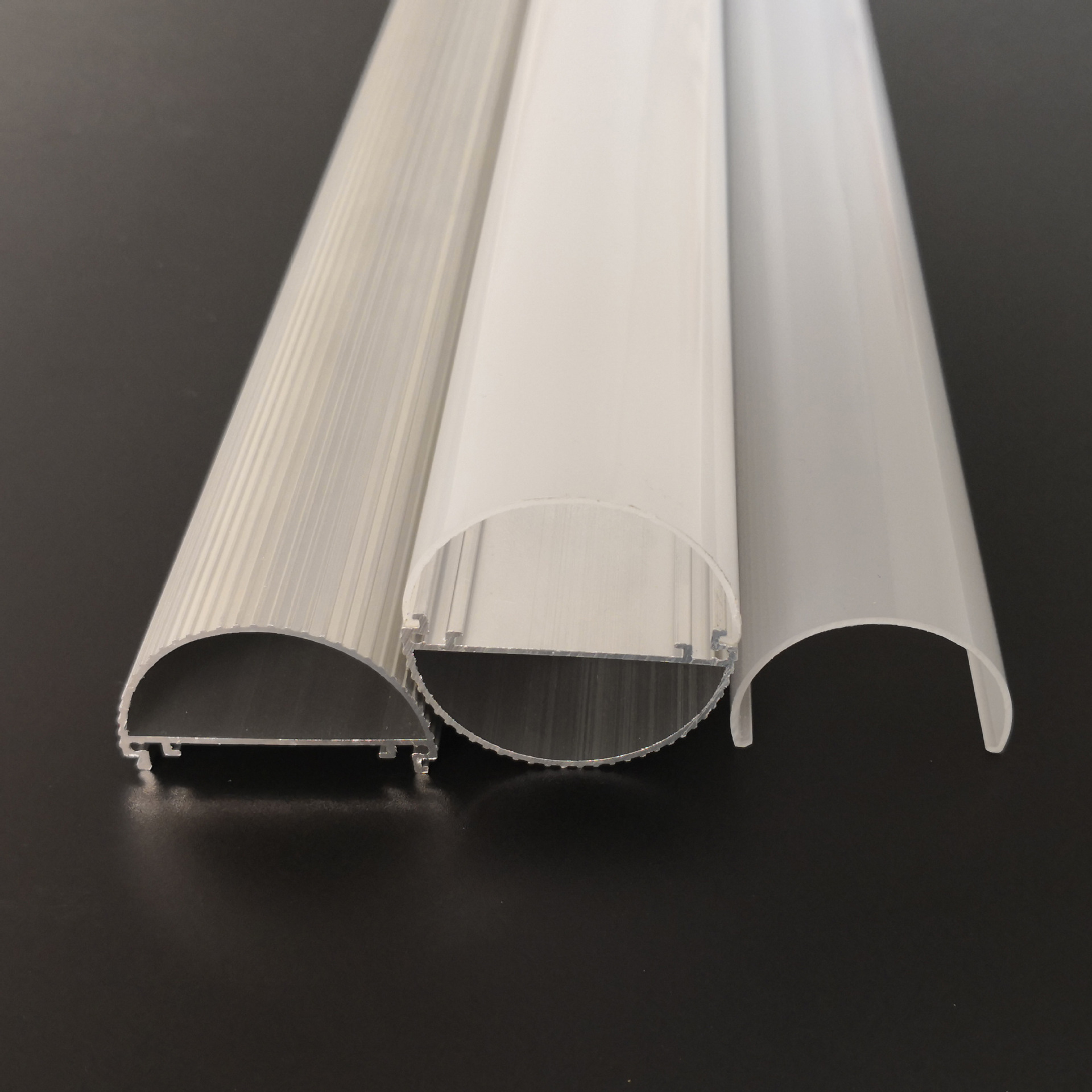
JE este o fabrică specializată în producția de extrudare a plasticului, pentru mai multe detalii, vă rugăm să consultați:
Sau vă rugăm să contactați:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163